
METODOLOGÍA ESTADÍSTICA PARA LA DISMINUCIÓN DE LA VARIABILIDAD EN EL SECTOR QUESERO, CASO DE ESTUDIO: PRODUCCIÓN DEL QUESO COTIJA EN TONALÁ, CHIAPAS
STATISTICAL METHODOLOGY FOR THE DECREASE OF VARIABILITY IN THE CHEESE SECTOR, CASE STUDY: COTIJA CHEESE PRODUCTION IN TONALÁ, CHIAPAS
Resumen
Una empresa chiapaneca dedicada a la elaboración de queso Cotija fue controlada en su proceso de producción mediante el análisis de la variabilidad para 5 características de calidad: gramos de calcio, gramos de antibac, gramos de cuajo, kilogramos de sal, y miligramos de agua.
La base del estudio fue la implementación de una metodología que incluye herramientas estadísticas básicas como el diagrama de Ishikawa, las hojas de verificación, las cartas de control para mediciones individuales y rangos móviles, los histogramas y los índices de capacidad para procesos con doble especificación capacidad potencial y real.
Se detectó inexistencia de indicadores para el control del proceso, trabajo basado en conocimiento empírico y nula estandarización del proceso. Se generaron indicadores y se obtuvo que el proceso productivo trabaja con causas comunes de variación, aunque con niveles de capacidad potencial por debajo del 0.11. Con las acciones implementadas se logró controlar la variabilidad del proceso del queso Cotija obteniendo niveles de capacidad potencial por encima de 1.30.
Palabras clave: Cartas de control de individuales, índices de capacidad, control de procesos.
Abstract
A company from Chiapas focused on the production of Cotija cheese was monitored in its production process by analyzing the variability for 5 quality characteristics: grams of calcium, grams of antibac, grams of rennet, kilograms of salt, and milligrams of water. The basis of the study was the implementation of a methodology that includes basic statistical tools such as the Ishikawa diagram, the verification sheets, the control charts for individual measurements and mobile ranges, the histograms and capacity indexes for processes with double capacity specification (potential and real). No indicators were detected for the process control, work based on empirical knowledge and no standardization of the process. Indicators were generated and it was obtained that the productive process works with common causes of variation, although with levels of potential capacity below 0.11. With the implemented actions, it was possible to control the variability of the Cotija cheese process obtaining levels of potential capacity above 1.30.
Key words: Individual control charts, capacity indexes, process control.
Introducción
La estadística es vital en el control y monitoreo de procesos, y en la mejora e innovación de la calidad, ya que está conformada por un conjunto de técnicas y conceptos orientados a la recolección y el análisis de datos, tomando en cuenta la variación en los mismos. Las técnicas estadísticas son de gran importancia en todo tipo de empresas y en una gran diversidad de situaciones. Por ejemplo, son útiles para: Identificar dónde, cómo, cuándo y con qué frecuencia se presentan los problemas (regularidad estadística).
Se deben analizar los datos procedentes de las guías clave del negocio, para así identificar las fuentes de variabilidad, además de analizar su estabilidad y pronosticar su desempeño para detectar con rapidez, oportunidad y a un bajo costo anormalidades en los procesos.
Esto en la búsqueda de la objetividad en la planeación y toma de decisiones, evitando frases como el "yo siento", el "yo creo", "mi experiencia" y el abuso de poder en la toma de decisiones. Por tal razón se deben expresar los hechos en forma de datos y evaluar de manera objetiva el impacto de acciones de mejora. Además de enfocarse en los hechos vitales; es decir, en los problemas y causas realmente importantes. Analizar de manera lógica, sistemática y ordenada la búsqueda de mejoras.
La calidad de un producto depende mucho de la variabilidad. Se establecen límites de variabilidad, esto para evitar deformas, defectos o diferencias entre un producto y otro. Por lo que podríamos concluir que "a menor variabilidad tendremos una mejor calidad en el producto o servicio ofrecido". Calidad es un grado predecible de uniformidad y fiabilidad a bajo costo y adecuado a las necesidades del mercado, por lo que mejorar la calidad es reducir la variabilidad (Deming, W. Edwards).
En empresas grandes el uso de herramientas estadísticas para el control de la variabilidad es común. Sin embargo para las pequeñas y medianas empresas del sector quesero el desarrollo de sus actividades productivas se realiza de manera empírica, sin una medición o documentación sistemática de los procesos. Por consiguiente, la variación de sus procesos afecta la calidad del producto final y la competitividad de las empresas.
El caso de estudio presenta una propuesta metodológica basada en herramientas estadísticas aplicada en una empresa quesera ubicada en el municipio de Tonalá, Chiapas. Con esta metodología se pretende incluir el pensamiento estadístico para el control de la variabilidad del proceso en las pequeñas y medianas empresas chiapanecas del sector quesero.
Método de trabajo
La metodología estadística empleada está basada en los siguientes pasos:
1. Definición de las características de calidad a controlar
2. Selección del tamaño de muestra y tipo de muestreo
3. Análisis de la estabilidad del proceso mediante carta de control de individuales
4. Análisis de la capacidad del proceso
5. Análisis de las causas de la variabilidad
6. Ejecución de planes de acción
7. Evaluación de la capacidad del proceso
8. Mecanismos de seguimiento
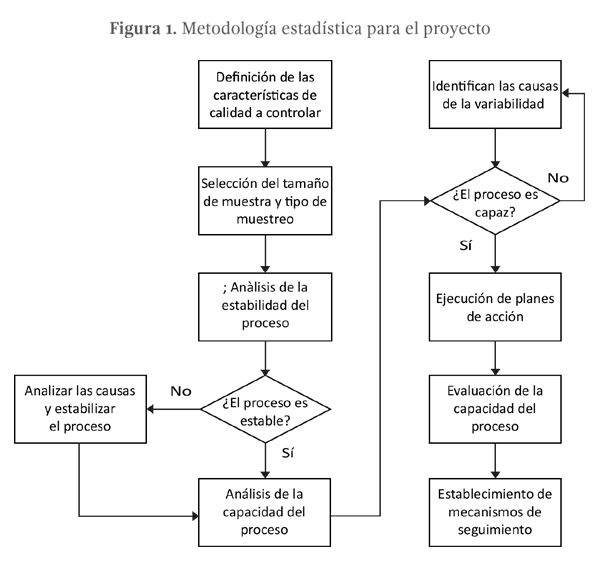
La metodología estadística requiere de la definición de las características de calidad a controlar, las cuales serán de tipo continuo (paso 1). El muestreo será probabilístico con una población finita y de manera aleatoria (paso 2). El análisis de la estabilidad del proceso se realizará mediante las cartas de control para mediciones individuales (paso 3), si el proceso no es estable se procederá a realizar el análisis de las causas especiales de variación, de lo contrario se continuará con el análisis. El análisis de la capacidad del proceso se realizará mediante el índice de capacidad potencial del proceso y gráficamente mediante histogramas (paso 4). Si el proceso no es capaz, se analizarán las causas (paso 5), de lo contrario se ejecutarán los planes de acción para la disminución de la variabilidad del proceso (paso 6). Se evaluarán la eficacia de los planes de acción mediante un nuevo análisis de la capacidad del proceso (paso 7). Finalmente se establecerán los mecanismos de seguimiento para asegurar el control de la variabilidad del proceso (paso 8). Ver Figura 1.
Definición de características de calidad a controlar
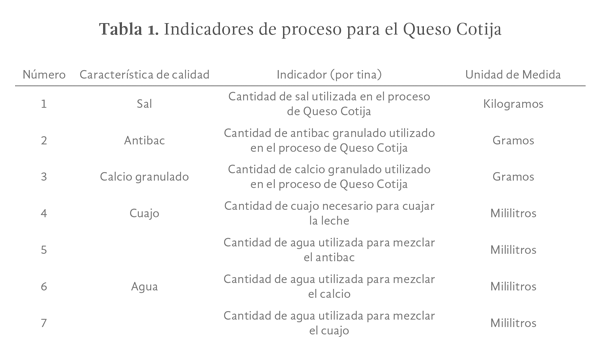
Se definieron cinco características continuas de calidad para el control del proceso de producción (tabla 1).
Selección del tamaño de muestra y tipo de muestreo
Se utilizó un nivel de confianza del 85%, considerando una población finita de 112 tinas de producción a la semana (fórmula 1).
Fórmula para muestra finita
 Fórmula 1
Fórmula 1
Se utilizó un muestreo probabilístico de tipo aleatorio sistemático considerando una jornada de producción semanal. Este procedimiento de selección es muy útil e implica elegir dentro de una población N, para este caso 112 tinas, un número n de elementos, 16 muestras, a partir de un intervalo K (Sampieri, 2005) (fórmula 2).
 Fórmula 2
Fórmula 2
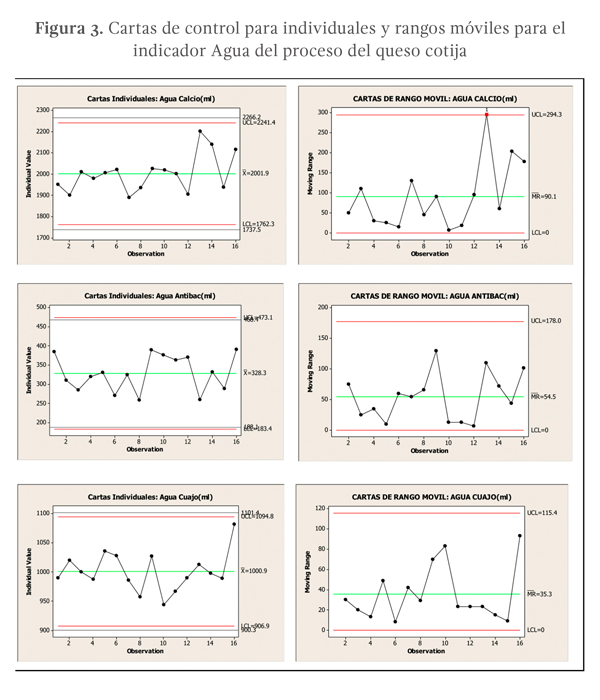
Análisis de la estabilidad del proceso mediante una carta de control de individuales y rangos móviles
Se muestrearon 16 tinas a la semana registrando, cada 7 tinas producidas, los datos para las características de calidad. Se implementaron las cartas de control de individuales para el análisis de la media del proceso y la carta de rangos móviles para estudiar su variabilidad. De acuerdo a Montgomery (2009) las cartas de control se especializan en estudiar la variabilidad a través del tiempo para mejorar los procesos mediante tres actividades básicas: estabilizar los procesos, mejorar el proceso mismo, reduciendo la variación debido a causas comunes y monitorear el proceso para asegurar que las mejoras se mantienen y para detectar oportunidades adicionales de mejora.
Se construyeron los límites de la carta de individuales (fórmula 3) y los de la carta de rangos móviles (fórmula 4)
 Fórmula 3
Fórmula 3
 Fórmula 4
Fórmula 4
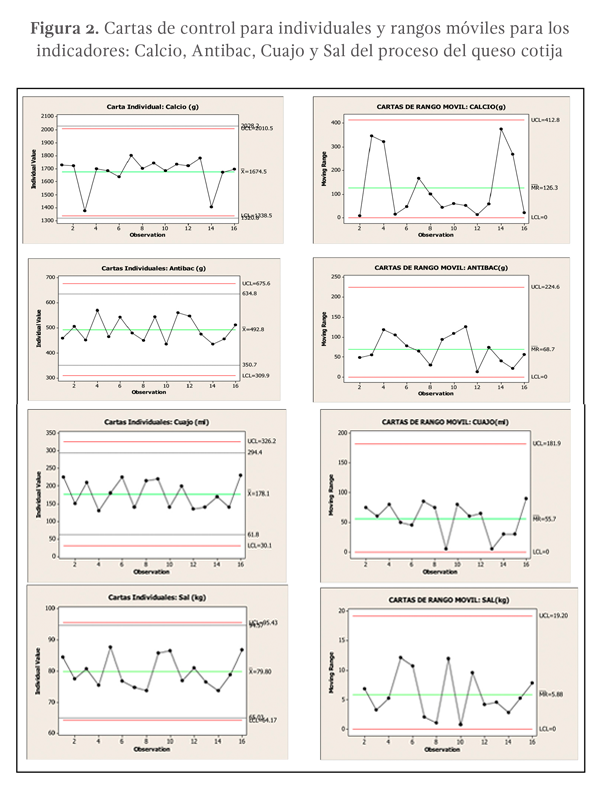
En la figura 2 se observa que, para la característica de calidad Calcio (gr), las muestras 3 y 14 tienden hacia el límite de control inferior sin sobrepasarlos y no existe ningun patrón aparente en el comportamiento de la media de los datos la cual tiende a 1674.5 gramos. En cuanto a la carta R, tampoco se observa algún patrón en los rangos móviles por lo que se concluye que el proceso es estable.
Para la característica de calidad Antibac (gr), se detectan la mayoría de las medias en la zona c de la carta de individuales, a excepción de la muestra 4 que ocupa la zona B, con una tendencia hacia 492.8 gramos. En cuanto a los rangos móviles, éstos no presentan algun comportamiento especial por lo que se concluye que el proceso es estable.
De acuerdo a la carta de individuales, los datos para la característica de calidad del cuajo (ml) tienden a una media de 178.1 mililitros y presentan muy poca variabilidad. El proceso es estable.
Por último, para el indicador Agua para el calcio, agua para Antibac y agua para el Cuajo se observa un comportamiento sin patrones especiales para la media y un punto coincidente sobre el límite de control superior en el caso del rango para la característica Agua para el Calcio. Para esta variable de salida el proceso se considera estable (Figura 3).
Análisis de la capacidad del proceso mediante índices de capacidad
Analizar la capacidad o habilidad de un proceso consiste en conocer la amplitud de la variación natural del proceso para una característica de calidad dada (Gutiérrez Pulido y Román de la Vara, 2009); se analizan los índices de capacidad que, como su nombre lo indica, son mediciones especializadas en evaluar la capacidad.
El análisis de capacidad del proceso se ha implementado con el cálculo de indicadores de capacidad y con histogramas.
Una vez implementado las cartas de control y analizado la estabilidad del proceso, los valores de los Índices Cp, Cpi y Cps de los Indicadores para estudiar la capacidad del proceso se presentan en la tabla 2.
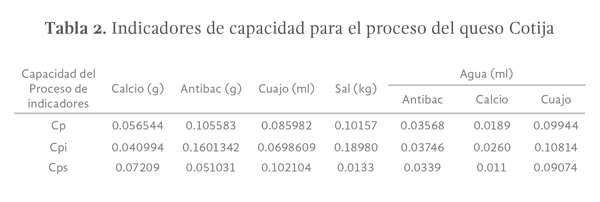
En cuanto a los indicadores para el calcio, el cuajo, el agua para el antibac, el agua para el calcio y el agua para el cuajo, se tiene:
Cp≤0.67, significa que no es adecuado para el trabajo y requiere modificaciones muy serias.
Cpi, y Cps < 1.25. es adecuado para el proceso
En cuanto a los indicadores para el antibac y la sal, se tiene: 1 < Cp < 1.33 Es parcialmente adecuado y requiere de un control estricto. Cpi, y Cps < 1.25 y es adecuado para el proceso.
Análisis de la capacidad del proceso mediante histogramas
De acuerdo a los histogramas construidos para cada uno de los indicadores: el Calcio, el Antibac, el Cuajo, la Sal, el Agua no cumplen con las especificaciones, por lo que el proceso es estable pero no es capaz (Figura 4). En cuanto al comportamiento de los datos, no se observan para alguno de los indicadores comportamientos normales.
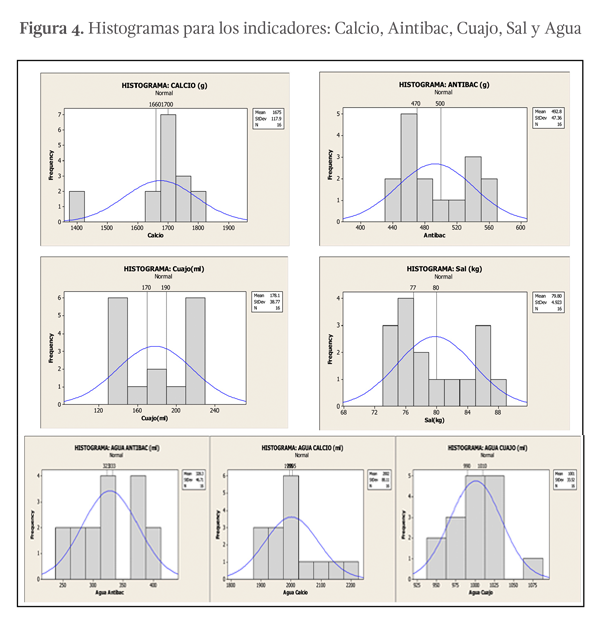
Para el calcio se observa un comportamiento de datos raros o atípicos debido a que una clase aparece aislada del resto y se cuenta con una desviación estándar de 117.9 lo cual indica mucha variación.
Para el antibac se aprecian dos modas que muestran dos tendencias centrales diferentes. En cuanto a la variación se tiene una desviación estándar de 47.36 indicando amplia variación en los datos.
Para el cuajo se observan, de igual manera, dos picos mostrando dos realidades para estos datos. La desviación estándar es de 38.77, los datos sobrepasan los límites de especificación.
Para la sal, se identifican dos tendencias centrales, comportamiento semejante para el antibac y el cuajo. La desviación estándar es de 79.80, sobrepasando los datos lo límites de especificación.
Por último, para el agua del antibac y del cuajo se muestran histogramas con datos atípicos, debido a que aparecen dos y una barras alejadas del resto de las clases. Los datos, para ambos histogramas, sobrepasan los límites de especificación. Para el agua del calcio se observa un comportamiento sesgado hacia la izquierda, con una desviación estándar de 88.11 el cual indica alta variación en los datos.
Análisis de las causas de la variabilidad
Las causas asociadas al comportamiento de los datos son los siguientes (Montgomery, 2009):
• Datos raros o atípicos:
El dato es incorrecto, ya sea por error de medición, de registro o de "dedo".
La medición fue realizada sobre un artículo que no forma parte del proceso.
Si se descartan las dos
situaciones anteriores, la medición se debe a un evento raro o especial.
• Distribución bimodal:
Diferencias importantes de lote a lote en la materia prima, debido a diferentes proveedores o exceso de variación de un proveedor.
Cuando en el proceso intervienen varios operadores con criterios o métodos de trabajo diferentes.
Las mediciones de la variable de salida fueron realizadas por personas o instrumentos diferentes, por tanto, se utilizaron distintos criterios o instrumentos mal calibrados.
• Distribución sesgada:
En términos generales, un sesgo en la variable de salida refleja el desplazamiento paulatino de un proceso debido a desgastes o desajustes, así mismo puede indicar procedimientos viciados en la forma de obtener las mediciones.
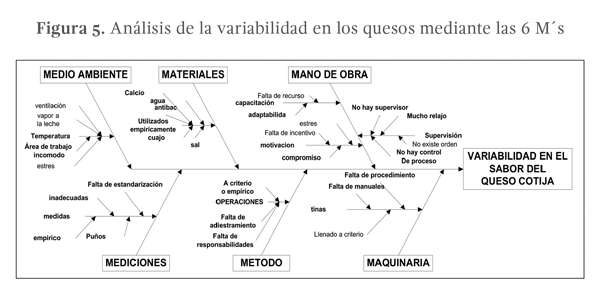
Para el análisis de las causas de la variabilidad del sabor del queso Cotija se utilizó un análisis causa-efecto mediante el método de las 6M´s, participando un equipo de 6 personas entre el encargado del área de producción, operarios, encargado de la recepción de la materia prima y encargado de almacén, siendo las principales causas las siguientes (figura 5):
• Asociadas a datos raros o atípicos:
Falta de responsabilidad de los trabajadores (realizan las actividades rápidamente con la finalidad de salir antes de su jornada laboral, algunos operarios trabajan más que otros).
• Asociadas a una distribución bimodal:
La Sal utilizada no es la misma en todas las tinas (utilizan botes de 20 litros, no se realiza correctamente la medición, se tienen tinas más llenas que otras y en algunas ocasiones se agrega una cantidad mayor de sal debido a que los trabajadores no retiran casi en su totalidad el suero).
No se utilizan medidas estándar en la preparación de los ingredientes
Se han basado únicamente en la experiencia y utilizando el método de tanteo (puños para medir el antibac, un
"vasito" para el calcio y la tapa de un biberón para medir la cantidad de cuajo necesario).
Falta de unidades de medidas para realizar las mediciones más exactas
Inexistencia de indicadores de producción
Falta de estandarización del proceso.
• Asociadas a una distribución sesgada
Falta de un manual de procedimientos
Medidas para reducir y controlar la variabilidad del proceso del queso cotija mediante los indicadores utilizados
Las medidas implementadas para la mejora de la capacidad del proceso están vinculados a los materiales, métodos y mano de obra del proceso del queso Cotija. Se han implementado la utilización de los siguientes materiales:
•Báscula de 1 a 5000 gramos. Servirá para pesar el Calcio y el Antibac granulado.
• Probeta de 500 ml. Servirá para medir la cantidad de Cuajo líquido a utilizar.
• Vaso precipitado de 3000 ml. Servirá para medir la Cantidad de Agua que se utiliza para la preparación de la mezcla del Calcio, Antibac y Cuajo.
• Mesa de acero inoxidable. Servirá para colocar los materiales.
• Recipientes de 500 y 2000 gramos. Servirá para depositar el antibac y el calcio para ser pesado.
Se implementó un nuevo método de trabajo con la participación de la mano de obra que interfiere en el proceso, se realizaron las pruebas al nuevo método, se estandarizó el método y se dio seguimiento a lo implementado.
Una vez definidos los nuevos materiales, se implementaron rangos para los 5 indicadores del proceso, los cuales se encuentran en la tabla 3.
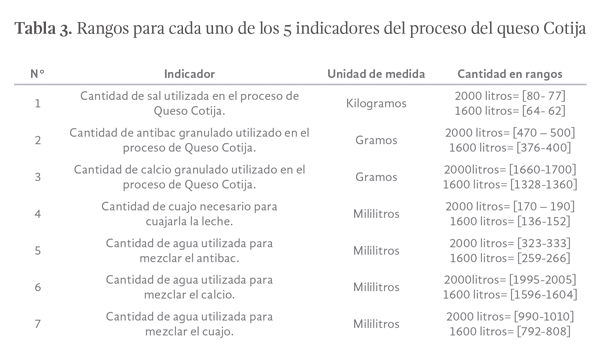
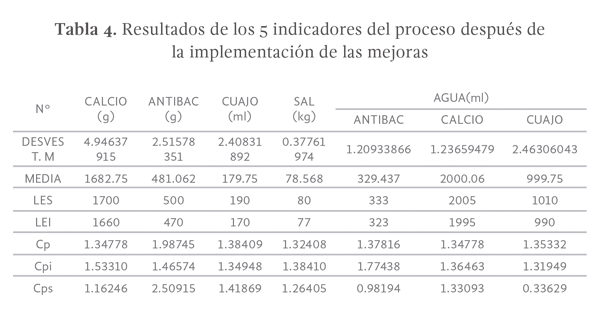
Después de la implementación de los nuevos materiales y la aplicación de los rangos, se han muestreado de nuevo cada uno de los 5 indicadores (Tabla 4) con la finalidad de realizar el nuevo análisis de la capacidad del proceso.
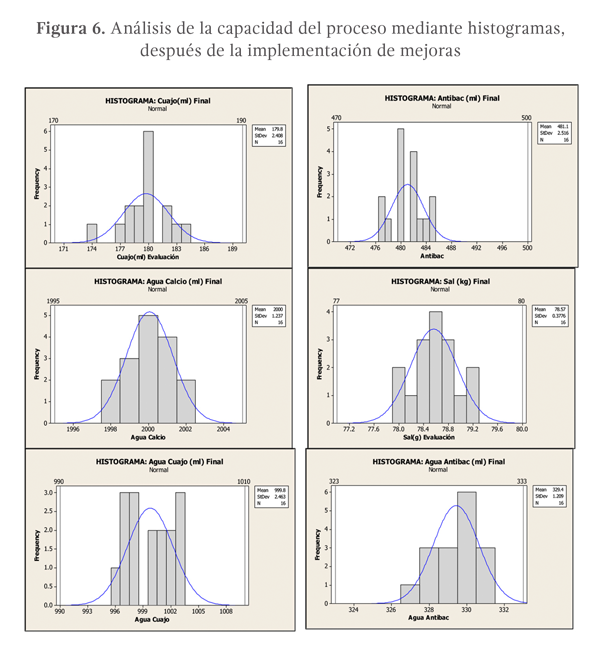
Implementación de mejoras
De acuerdo a los histogramas aplicados después de la implementación de las nuevas medidas, se observa un proceso capaz para cada uno de los indicadores estudiados. La desviación estándar para el cuajo es de 2.4, para el Antibac es de 2.516, para la sal es 0.377, lo cual demuestra disminución en la variabilidad del proceso y, para el caso de los indicadores Agua Calcio y Sal, se observa un comportamiento normal (Figura 6).
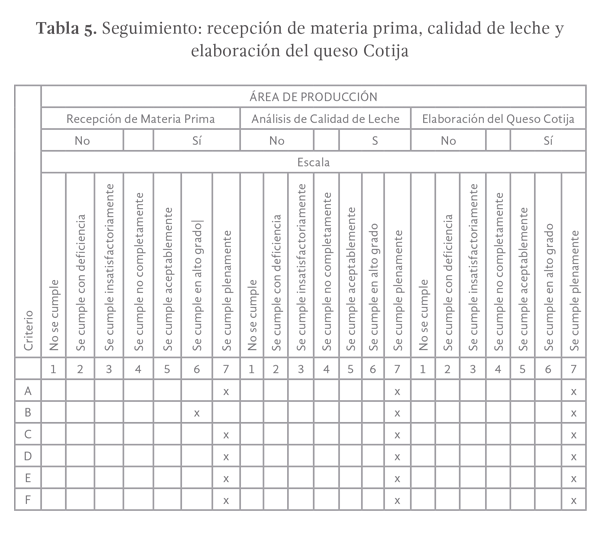
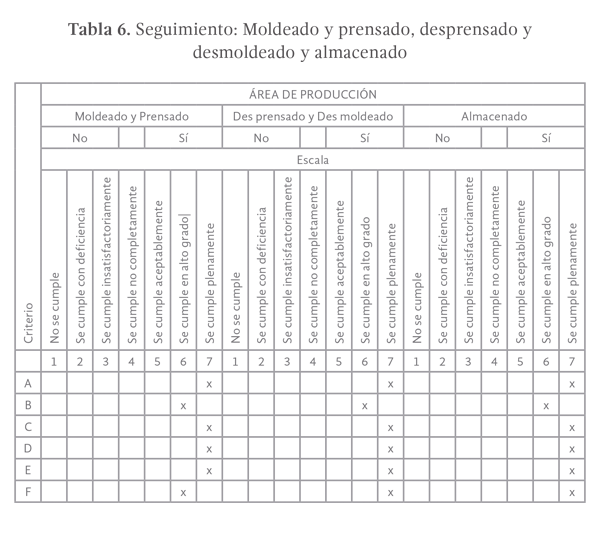
Una vez implementado las mejoras y medido sus resultados, es importante la estandarización del proceso el cual se realizó mediante la implementación de un manual de procedimientos. Las tablas 5 y 6 muestran los resultados del seguimiento a las acciones realizadas, las cuales evalúan:
A. Existencia de indicadores en el proceso.
B. Existencia de personal responsable de cada área del proceso.
C. Existencia de mecanismos de control para la variabilidad del proceso.
D. Control estadístico del proceso, sin variabilidad a causas especiales.
E. Proceso estandarizado y documentado.
F. Cumplimiento del manual para la elaboración del Queso Cotija.
Comentarios finales
En el caso de estudio se analizaron detalladamente las actividades que se realizan en la transformación del producto mediante la observación, medición, seguimiento y documentación definiendo indicadores de producción y variables a controlar.
La metodología propuesta está enfocada a las pequeñas y medianas empresas del sector quesero con la finalidad de incorporar herramientas estadísticas para el control de la variabilidad de sus procesos. El pensamiento estadístico, aunque muy utilizado en grandes empresas principalmente del ramo manufacturero, es muy poco utilizado en la industria quesera y casi desconocida por las mipymes. Se busca con la metodología propuesta que el control y la toma de decisiones se realice con menor incertidumbre para asegurar la calidad del producto final y así mejorar la competitividad de las empresas en este sector.
La participación activa del personal y el compromiso de la parte directiva es vital para el logro de resultados favorables durante la aplicación de la metodología.
Referencias bibliográficas
Aguilar Alvarado; [et al]. (2011). Evaluación y análisis del control de calidad en una comercializadora de café. Libro electrónico CIM 2011. Coloquio de Investigación Multidiciplinaria. Instituto Tecnológico de Orizaba. Orizaba, Veracruz, México.
Álvarez Torres Martin. (1996). Manual para elaborar manuales de políticas y procedimientos. México: Panorama Editorial S.A. de C.V.
Camisón Cesar, Cruz Sonia, González Tómas. (2007). Gestión de la Calidad: Conceptos, enfoques, modelos y sistemas. Madrid: PEARSON EDUCACION, S.A.
Cuatrecasas Lluís, Cuatrecasas Arbós Lluís. (2003). Gestión competitiva de stocks y procesos de producción. Barcelona: Gestión 2000 S.A.
Heredia Álvaro José Antonio. (2000). Sistema de Indicadores para la mejora y el control integrado de la calidad de los procesos. Universidad Jaume I (Castello): Castelló de la planta.
Hitoshi Kume. (2002). Herramientas estadísticas básicas para el mejoramiento de la calidad. Bogotá: Norma.
Juran. Mc/ M. Gryna Jr. Franc / R.S. Bingham Jr (2005). Manual de control de la calidad. Barcelona España, Editorial reverente S.A.
Montgomery. Control estadístico de la calidad. (2005) Limusa Wiley.Tercera Edición. México D.F. 2009
Murcia Florián Jorge. (28 Mar 2008). Manual de investigaciones: proceso y diseños. Universidad Santo Tomás, Centro de Enseñanza Desescolarizada: Panorama Editorial S.A. de C.V.
Ortiz Flores, Fernando; [et al]. (2010). Análisis del flujo de vapor en el área de calderas de un Ingenio Azucarero mediante cartas de control. Revista de la Ingeniería Industrial. Vol. 4.
Quesada Madriz Gilberto. (2005). Variabilidad de un proceso ¿cómo controlarla? Recuperado de http://www.gestiopolis.com/variabilidad-de-un-proceso-como-controlarla/
R. Evans James, M. Lindsay William. (2008). Administración y Control de la Calidad. Corporativo Santa Fe. México, D.F. Cengage Learning Editores, S.A. de C.V
Torrents Albert Suñe, Gil Vilda Francisco, Arcusa Postils Ignasi. (2004). Manual práctico de diseño de sistemas productivos. Albasanz, Madrid: Díaz de Santos, S.A.