
OPTIMIZACIÓN DE LA EXTRACCIÓN ACUOSA ENZIMÁTICA DEL ACEITE DE Oecopetalum mexicanum
OPTIMIZATION OF THE AQUEOUS ENZYMATIC EXTRACTION OF OIL FROM Oecopetalum mexicanum
Resumen
En el presente trabajo se analizó la composición bromatológica de la semilla de cacaté (Oecopetalum mexicanum) y se optimizó el proceso de extracción acuoso enzimático del aceite. Los preparados enzimáticos Crystalzyme Cran y Cellulase fueron evaluados para determinar su influencia sobre los rendimientos de extracción del aceite de O. mexicanum. La parte experimental se desarrolló en dos etapas, en la primera se evaluó el efecto de las variables tipo de enzima, concentración de enzima, tamaño de partícula y tiempo de incubación mediante un diseño experimental L8 tipo Taguchi, la segunda etapa consistió en optimizar aquellas variables que influyeron sobre el rendimiento de aceite, a través de un diseño Box-Benhken. Los resultados del análisis bromatológico muestran que la semilla de cacaté contiene 39.25±0.33% de aceite. Un incremento en la extracción de aceite fue observado usando el preparado enzimático Crystalzyme Cran a 50°C, con una relación sólido: líquido de 1:5. Las condiciones óptimas para la extracción del aceite de O. mexicanum obtenidas mediante el diseño experimental Box-Benhken fueron velocidad de agitación de 89 rpm, concentración de enzima de 0.5% y tamaño de partícula 0.595 mm con un porcentaje de rendimiento de 150.
Palabras clave: Oecopetalum mexicanum; extracción de aceite; proceso acuoso enzimático; preparado enzimático comercial
Abstract
In the present work, the bromatological composition of the cacaté seed (Oecopetalum mexicanum) was analyzed and the process of aqueous enzymatic extraction of the oil was optimized. The enzymatic preparations Crystalzyme Cran and Cellulase were evaluated to determine their influence on the oil extraction yields of O. mexicanum. The experimental part was developed in two stages, the first one evaluated the effect of the variables type of enzyme, enzyme concentration, particle size and incubation time by means of an experimental L8 type Taguchi design, the second stage was to optimize those variables that influenced the oil yield, through a Box-Benhken design. The results of the bromatological analysis showed that the cacaté seed contains 39.25 ± 0.33% oil. An increase in oil extraction was observed using the Crystalzyme Cran enzymatic preparation at 50°C, with a solid: liquid ratio of 1: 5. Optimal conditions for the extraction of O. mexicanum oil obtained by the Box-Benhken experimental design were agitation speed of 89 rpm, enzyme concentration of 0.5% and particle size 0.595 mm with a yield percentage of 150.
Keywords: Oecopetalum mexicanum; oil extraction; aqueous enzymatic process; comercial enzyme preparation
Introducción
Las semillas oleaginosas se caracterizan por su contenido en grasas o aceites de alta calidad, y el método empleado para su extracción es una etapa importante para su comercialización. Existen diversas alternativas para la extracción de aceite los cuales tienen efecto directo sobre el rendimiento extraído y la calidad de aceite obtenido; siendo la extracción por solvente y por prensando los procesos más utilizados a nivel industrial (De Moura et al., 2008; Latif y Anwar, 2008; Do y Sabatini, 2010, Li et al., 2013). Sin embargo, el uso de solventes para la extracción de aceite ha demostrado tener diversos inconvenientes como daño al medio ambiente (Taha y Hassanein, 2007, Zhang et al., 2010), baja calidad del aceite (Latif y Anwar, 2011), problemas de seguridad por el uso de solventes (Latif y Anwar, 2008) y baja calidad de la harina residual (Latif y Anwar, 2011; Li et al., 2013) razones importantes que han renovado el interés en la búsqueda de procesos de extracción alternativos eco-amigable (Li et al., 2013; Mojtaba y Fardin, 2013).
En la última década se han descrito diversas investigaciones referentes a la extracción acuosa de aceites vegetales asistida por enzimas, tales como la extracción de aceite de coco (Mohammad et al., 2015, Agarwal y Bosco, 2017), algodón (Taha y Hassanein, 2007), Moringa concanensis (Latif y Anwar, 2008), uva (Guerra y Zúñiga, 2003), soya (Kapchie et al., 2008; Kapchie et al., 2010; Mohammad et al., 2015), oliva (Ghodsvali et al., 2009), palma aceitera (Teixeira et al., 2013), entre otros.
La extracción acuosa enzimática ha emergido como una herramienta biotecnológica prometedora, competente para la extracción de aceite de diversos materiales oleaginosos (Latif y Anwar, 2011; Lianzhou et al., 2011, Li et al., 2013; Kumar et al., 2017), ofreciendo diversas ventajas comparadas con la extracción convencional, debido a la especificidad que tienen las enzimas y las condiciones de operación moderadas principalmente su acción a bajas temperaturas (Soto et al., 2008; Ahmadi et al., 2013; Li et al., 2013; Mojtaba y Fardin, 2013). La función principal de las enzimas durante la extracción acuosa de aceite es digerir mediante hidrolisis la estructura de los polisacáridos tales como la celulosa, hemicelulosa y proto-pectina que forman la pared celular de las semillas oleaginosas aumentando su permeabilidad (Soto et al., 2008; Kapchie et al., 2010; Silvamany y Jahim, 2015) y como consecuencia se mejora la eficiencia y el rendimiento de extracción (Rathi et al., 2012) del aceite y compuestos fenólicos retenidos en la matriz de la pared celular (Soto et al., 2008) o las proteínas que forman la membrana celular y los cuerpos lipídicos (Taha y Hassanein, 2007; Latif y Anwar, 2008; Soto et al., 2008).
En la actualidad existen preparados enzimáticos comerciales de grado alimenticio con múltiples actividades como celulasa, hemicelulasa y pectinasa; que se aplican a las semillas oleaginosas con la finalidad de hidrolizar los componentes de la pared celular de los tejidos (Ahmadi et al., 2013, Agarwal y Bosco 2014). La elección adecuada del preparado enzimático depende de la composición estructural de la pared celular de la semilla oleaginosa a tratar para garantizar así una eficiente extracción de aceite (Yingyao et al., 2008, Amante et al., 2012, Rong et al., 2017). Por otro lado, las condiciones de reacción tales, como tamaño de partícula, concentración de enzima y tiempo de reacción, son factores que también influyen sobre el grado de hidrólisis y efectividad del proceso (Kumar et al., 2017).
La amplia demanda de aceites vegetales con fines de uso en la industria alimentaria y farmacéutica principalmente, ha llevado a la búsqueda de nuevas fuentes de semillas oleaginosas nativas como alternativas no convencionales para la extracción y obtención de aceite. México es un país que cuenta con una gran riqueza y biodiversidad de plantas autóctonas cuyo potencial de uso aún se desconoce por los escasos estudios que se han realizado (SAGARPA, 2007). En este contexto, en Chiapas se produce de forma cultivada una planta arbórea conocida como cacaté (Oecopetalum mexicanum) que ha sido escasamente estudiada a pesar de su contenido atractivo de aceite presente en sus semillas, y que podría ser considerada como una alternativa viable no convencional para la producción de aceite (Jimenez et al., 2013).
El cacaté o cachichín (Oecopetalum mexicanum) es un fruto silvestre comestible que se distribuye en el sureste mexicano (Veracruz, Chiapas y Tabasco) y Guatemala. Un análisis preliminar de las semillas de cacaté indicó que es rico en aceite, con contenidos similares a las que presentan algunas semillas oleaginosas reconocidas como la soya, olivo, aguacate y maíz (Ballinas et al., 2009).
Por lo tanto, en el presente trabajo fue optimizado el proceso de extracción acuoso enzimático para la obtención de aceite a partir de la semilla de cacaté.
Materiales y métodos
Materia prima-Localización geográfica de la colecta
Las semillas de cacaté (Oecopetalum mexicanum) fueron obtenidas en el mercado local del municipio de Tecpatán, una localidad del estado de Chiapas, México; cuyas coordenadas geográficas son 17°08’10’’ N y 93°18’40’’ O, a una altitud de 320 msnm. El clima de este municipio es cálido húmedo. Limita al norte con el estado de Tabasco y el municipio de Ostuacán, al este con los municipios de Francisco León, Copainalá y Ocotepec; al sur, con los municipios de Berriozabal, Ocozocoautla y Cintalapa y al oeste con el Estado de Veracruz (INEGI, 2005). Se empleó un lote de 30 kg de semilla de cacaté, seleccionados visualmente los que no presentaron daños físicos aparentes (Sant’Anna et al., 2003). Las semillas se mantuvieron en bolsas negras de polietileno, almacenadas en refrigeración a 4ºC hasta su uso (Ahmadi et al., 2013; Mohammad et al., 2015).
Molienda de la materia prima
Las semillas de cacaté refrigeradas fueron previamente dejadas a temperatura ambiente durante 6 h y después descascaradas manualmente, eliminando la testa y recuperando el endospermo. Los endospermos que correspondía a la fracción de interés, fueron molidos en molinos de discos (Engineering Industrial) y posteriormente tamizados en tamiz vibratorio (Luheng Instrument Co.), obteniéndose una harina de granulometría variada. Se almacenó en frascos ámbar con tapa y fueron mantenidos en refrigeración a 4ºC hasta su uso (Guerra y Zúñiga, 2003; Belén-Camacho et al., 2005).
Composición bromatológica
La caracterización química del endospermo, se evaluó determinando la composición bromatológica humedad (AOAC 925.10), ceniza (AOAC 923.03), proteína por el método Kjeldahl (AOAC 920.87), grasa y aceite por el método Soxhlet (AOAC 920.39), fibra total por digestión acida y alcalina (AOAC 985.29) y carbohidratos por diferencia de peso (AOAC, 1990). Todos los análisis se realizaron por triplicado.
Extracción acuosa-enzimática del aceite
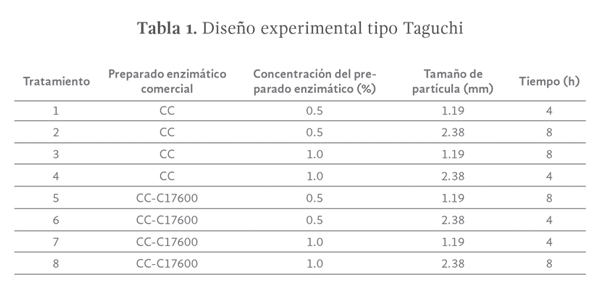
La extracción acuosa-enzimática de la semilla de cacaté se realizó con 15 g del endospermo molido (Grasso et al., 2006) la cual fue pesada en un matraz Erlenmeyer de 250 mL, se ajustó el contenido de humedad a una relación sólido: líquido (w/v) 1:5 (Guerra y Zúñiga, 2003; Latif y Anwar, 2008). Posteriormente, se adicionó el preparado enzimático a una concentración enzima: sustrato de acuerdo a la tabla 1 (Guerra y Zúñiga, 2003), inmediatamente después fue incubada la muestra para su hidrólisis en un baño de agua con calentamiento marca Felisa a 50ºC por el periodo establecido para cada tratamiento (tabla 1) según lo reportado por Li et al., (2011). Transcurrido el tiempo de hidrólisis la muestra contenida en el matraz fue sometida a un baño de agua en ebullición durante 5 min (Latif y Anwar, 2011), seguido de un baño frío por 5 min para inactivar la enzima.
La muestra hidrolizada se transfirió a tubos Falcon de 50 mL, fue centrifugada a 4,000 rpm durante 20 min a 4ºC (Latif y Anwar, 2008) en una centrífuga marca Eppendorf. La fracción de aceite (AceiteI) se recuperó por decantación de la muestra centrifugada, almacenando a 8°C, en un frasco ámbar. La fase acuosa se sometió a tres lavados con 15 mL de hexano, con la finalidad de recuperar el aceite disperso en el agua, luego el hexano fue evaporado y la fracción de aceite (AceiteII) recuperado fue pesado y almacenado a 8°C en un frasco ámbar. Todos los tratamientos de la hidrólisis enzimática se realizaron por triplicado, el tratamiento testigo fue sometido a las mismas condiciones excepto la adición de enzima, la eficiencia del proceso de extracción acuoso-enzimático se comparó con el rendimiento de extracción del aceite por solvente el cual fue el tratamiento control, siguiendo la metodología descrita por la AOAC (1990).
Preparados enzimáticos comerciales
Los preparados enzimáticos usados en este estudio para mejorar la eficiencia de la extracción del aceite de cacaté fueron Crystalzyme Cran (CC) con actividad celulasa, hemicelulasa y pectinasa de Aspergillus niger con temperatura óptima de 40 a 60°C del laboratorio Valley Research y el preparado Cellulase 17600 (C17600) con actividad celulasa de Aspergillus niger, temperatura óptima de 40 a 60°C, ambos son considerados preparados enzimáticos GRAS (Generally Recognized As Safe por sus siglas en inglés) por la FDA (Food and Drug Administration) (Spök, 2006).
Diseño experimental L8 tipo Taguchi
Los efectos de las variables tipo de enzima, concentración de enzima, tiempo y tamaño de partícula; fueron evaluados empleando un diseño estadístico L8 tipo Taguchi. El trabajo experimental desarrollado considera cuatro factores uno cualitativo (tipo de enzima) y tres cuantitativos (concentración de enzima, tiempo y tamaño de partícula) evaluando cada variable independiente en dos niveles (tabla 1). Como variable de respuesta se evaluó el rendimiento de extracción, calculado mediante la siguiente formula.

Donde:
AceiteI es la fase de aceite recuperada después de la centrifugación,
AceiteII es el aceite recuperado en la fase acuosa después del lavado con hexano,
AceiteT es el aceite extraído con hexano comercial por extracción con Soxhlet.
Los tratamientos estadísticamente significativos se evaluaron mediante el análisis de varianza (ANOVA simple) con un nivel de confianza del 95% (Montgomery, 2001). Los tratamientos que mostraron diferencia significativa se analizaron por medio de la prueba Tukey al 5% para la comparación de medias (Latif y Anwar, 2008). Los datos obtenidos fueron analizados mediante el software estadístico STATGRAPHICS Plus versión 5.1. El tratamiento que generó rendimientos óptimos fue empleado para establecer el diseño experimental en la optimización.
Optimización de las variables de operación
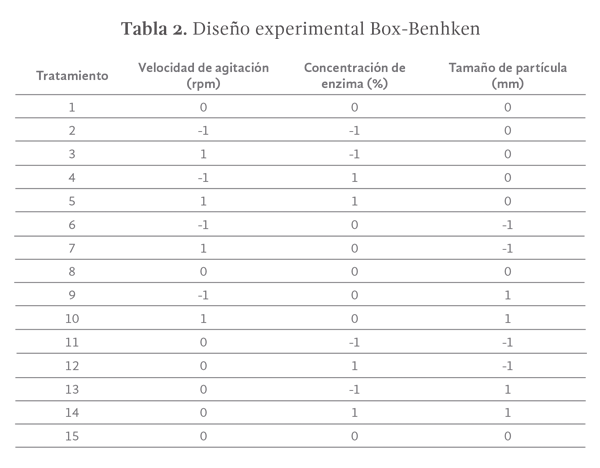
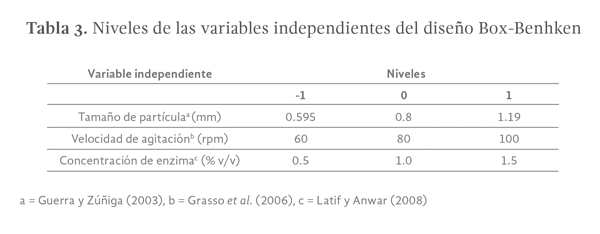
Las variables que influyeron sobre el rendimiento de extracción de aceite en el diseño experimental L8 tipo Taguchi, fueron posteriormente optimizadas por la Metodología de Superficie de Respuesta (MSR), empleando un diseño experimental Box-Benhken (tabla 2). Las variables consideradas fueron, velocidad de agitación, concentración de enzima y tamaño de partícula, evaluando cada variable en tres niveles. Los niveles naturales y codificados de las variables independientes usados en el diseño experimental se muestran en la tabla 3.
La metodología de la superficie de respuesta permitió determinar la combinación óptima de tamaño de partícula, velocidad de agitación, concentración de enzima que maximiza el rendimiento de extracción del aceite. El total del tratamiento fueron 15 con tres repeticiones. Los efectos estadísticamente significativos se evaluaron mediante el análisis de varianza (ANOVA) a un nivel del 95% de confianza (P <0.05) (Montgomery, 2001; Latif y Anwar, 2008). Los datos obtenidos fueron analizados mediante el software estadístico STATGRAPHICS Plus versión 5.1.
Resultados y discusión
Características generales
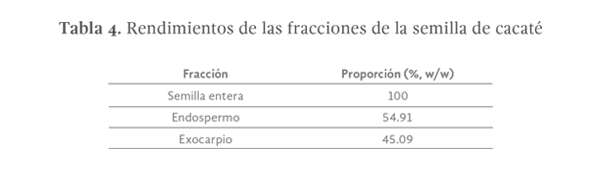
Los rendimientos de las fracciones que conforman la semilla de Oecopetalum mexicanum se muestran en la tabla 4. Cabe destacar que la fracción mayoritaria corresponde al endospermo que representó el 54.91% del peso total de la semilla, y es la fracción de interés como materia oleaginosa.
Composición bromatológica de la semilla de cacaté
El endospermo de la semilla del fruto de cacaté se caracteriza por un contenido de humedad del 64.79±0.20%, este valor es relativamente alto comparado al reportado por Cruz (2004) de semillas recolectadas en el municipio de Ocozocoautla (47.26%) y por Ballinas et al. (2009) (52.6%) para semillas recolectadas en el municipio de Tapilula. La diferencia en el contenido de humedad puede deberse a la ubicación geográfica de los cultivos, la temporada de cosecha, las condiciones climáticas, entre otros factores (Belén et al., 2001).
Se observa en la tabla 5 que la semilla de cacaté empleada en este estudio se destacó por su contenido atractivo en grasa, proteína y fibra, con 39.25, 12.59 y 4.25% respectivamente; estos resultados son consistentes con los obtenidos por Ballinas et al. (2009) para semillas de cacaté recolectadas en el municipio de Tapilula, Chiapas reportando un contenido de grasa de 35%, proteína 13.24% y fibra de 4.15%. Centurion et al. (2000) reportaron un contenido de grasa de 30.7% y proteína de 8.0% de una semilla de cacaté cosechada en el municipio de Tlacotlalpa, Tabasco. La variación observada en el contenido de grasa puede atribuirse a las condiciones de extracción del aceite (Solís-Fuentes et al., 2001), además la composición de la semilla está influenciada por la madurez del fruto (Belén et al., 2001), la localización geográfica de la zona de recolección, la época de cosecha y los cambios climáticos (Belén et al., 2001; Matos y Acuña, 2010).
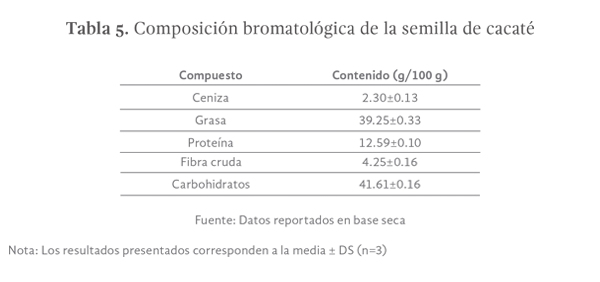
El contenido de proteína del cacaté es comparable con el del amaranto (15%) y superior al promedio reportado para trigo (10.6%), maíz (11%) y arroz (7.4%) (Belén et al., 2001). El contenido de fibra encontrado para la semilla de cacaté (4.25%) es similar al reportado para el girasol (3.7%) (Badr y Sitohy, 1992) y Moringa oleifera (4.2%) (Compaoré et al., 2011), pero inferior al reportado para el ajonjolí (11.2%) y la canola (7%) (Belén-Camacho et al., 2005), aunque el método aplicado no revela la naturaleza de las fibras de la semilla de cacaté, la presencia de fibra dietética es importante dada la relación con la prevención y control de enfermedades cardiovasculares, diabetes y cáncer intestinal (Belén et al., 2001). Por otro lado, el contenido de grasa fue mayor al promedio de los cereales (5%) (Belén et al., 2001). Al compararlo con semillas oleaginosas convencionales, éste supera al ajonjolí (30%), algodón (22%) y soya (18%) (Belén-Camacho et al., 2005) y es inferior para el reportado para la canola (43%), Moringa oleifera (43.5%) (Compaoré et al., 2011), girasol (45%) (Badr y Sitohy, 1992), por su atractivo contenido de aceite, la semilla de cacaté podría considerarse una fuente importante no convencional para el aprovechamiento del aceite.
El contenido de proteína y de fibra encontrado en la semilla de cacaté permite derivar que el subproducto resultado de la extracción del aceite podría ser empleado en la formulación de alimentos destinados para consumo humano o consumo animal, considerando los efectos benéficos para la salud que conllevan al consumir estos compuestos.
Extracción acuosa enzimática del aceite empleando un diseño experimental Taguchi (L8)
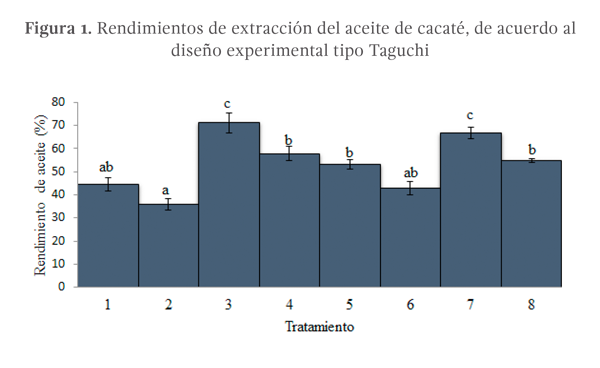
En la Figura 1 se muestran los rendimientos de aceite obtenidos en cada tratamiento del diseño experimental tipo Taguchi. El rendimiento de aceite extraído varió de 35.9 a 71.1% según las condiciones del tratamiento enzimático, estos valores fueron superior al obtenido con el tratamiento control empleando hexano el cual fue de 34.25±2.00%. El máximo rendimiento de aceite extraído se obtuvo en los tratamientos T3 y T7, realizados con el preparado enzimático Crystalzyme Cran (71.06±4.37%) y la combinación de Crystalzyme Cran-Cellulase 17600 (relación 1:1) (66.68±2.49%) respectivamente; estadísticamente no hubo diferencia significativa (p <0.05) entre estos dos tratamientos. Con base a estos resultados se seleccionó el preparado enzimático Crystalzyme Cran, con actividad enzimática celulasa, hemicelulasa y pectinasa que debido a su acción hidrolítica, actúa rompiendo o desestabilizando la estructura de la pared celular del cotiledón promoviendo la solubilización de diferentes componentes principalmente los polisacáridos (Soto et al., 2008) haciéndola más permeable (Silvamany y Jahim, 2015), lo que mejora los rendimientos de extracción del aceite. La sacarificación de los polisacáridos de la pared celular se lleva acabo con una mezcla de enzimas celulasas y pectinasas, conteniendo también actividad hemicelulolítica, las enzimas aumentan el área superficial de contacto con las partículas sólidas incrementando la extracción del oleosoma (Kapchie et al., 2010).
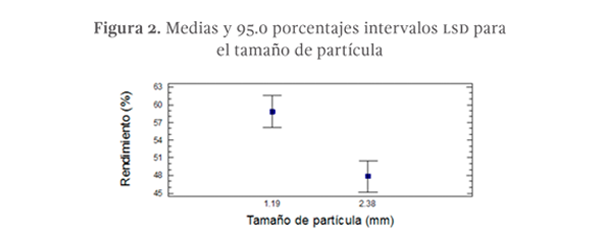
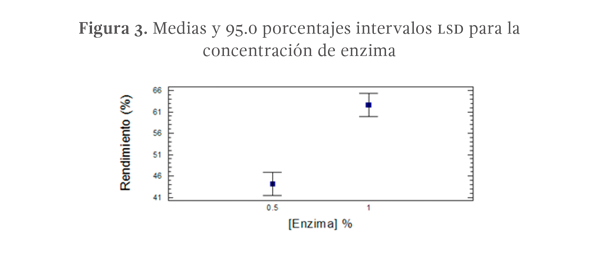
Las variables tamaño de partícula (Figura 2) y concentración de enzima (Figura 3) presentaron diferencia estadísticamente significativa (p <0.05) sobre la variable de respuesta. Un aumento en el tamaño de partícula de 1.19 mm a 2.38 mm se observa una disminución significativa en el rendimiento de aceite extraído, valores muy cercanos de tamaño de partícula de 1.5 mm de diámetro fue reportado como adecuado pero no óptimo para la extracción de aceite (Matos y Acuña 2010). Al incrementar la concentración de enzima (1% v/v), el rendimiento de aceite extraído aumentó alcanzándose hasta un 65% (Figura 3), esto se atribuye a que a mayores concentraciones de enzimas, se encuentran más sitios activos disponibles para interactuar con los sustratos, lo que resulta en un incremento en el rendimiento de aceite (Li et al., 2011).
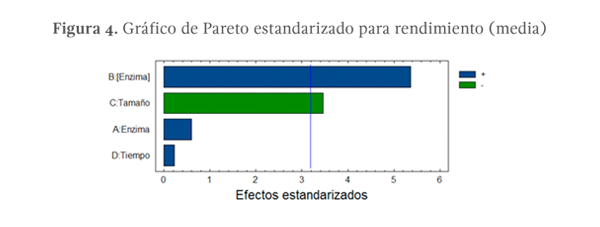
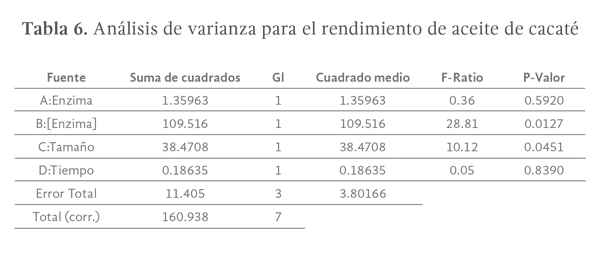
El diseño experimental Taguchi permitió evaluar el efecto de la concentración de enzima, tamaño de partícula, tiempo de incubación y tipo de enzima sobre el rendimiento de aceite extraído. En la Figura 4 se observa mediante el gráfico de Pareto que los factores concentración de enzima (P=0.0127) y tamaño de partícula (P=0.0451) mostraron efecto significativo sobre el rendimiento de extracción del aceite. La concentración de enzima induce un efecto positivo, mientras que el tamaño de partícula induce un efecto negativo (Figura 4). Lo anterior se confirma mediante los resultados de análisis de varianza presentados en la tabla 6.
Optimización de las variables de operación
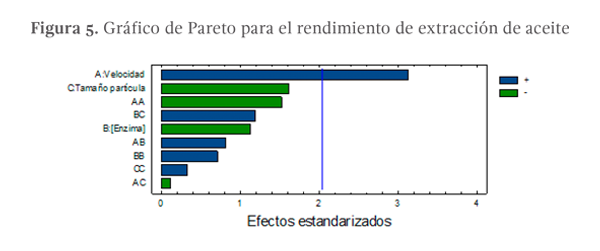
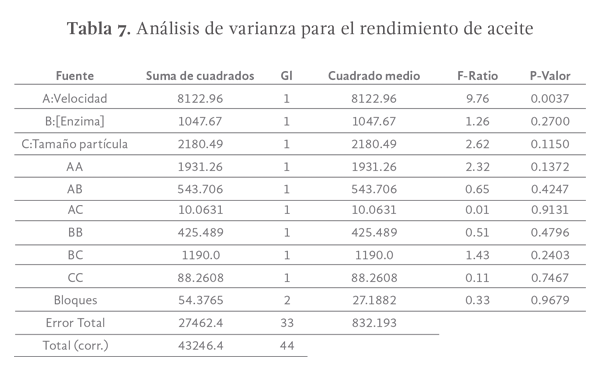
El diseño de Box-Behnken para encontrar las condiciones óptimas de concentración de enzima, tamaño de partícula y velocidad de agitación que maximice el rendimiento de extracción de aceite se presenta en la tabla 2. El gráfico de Pareto (Figura 5) muestra que sólo la velocidad de agitación tuvo efecto significativo sobre el rendimiento de extracción de aceite, lo cual se comprueba con los resultados del análisis de varianza (tabla 7) que presentó diferencia estadística (p <0.05) significativa con un valor de P=0.0037. El tamaño de partícula, la concentración de enzima y todas las interacciones no tuvieron efecto significativo sobre el rendimiento de aceite extraído (Figura 5 y tabla 7).
Según el modelo matemático, el máximo rendimiento predicho de aceite extraído fue 150.82% con una R2 de 89.73%, en las condiciones óptimas de velocidad de agitación
80 rpm, concentración de enzima 0.5% y tamaño de partícula 0.595 mm. La validación del modelo se realizó repitiendo por triplicado el experimento en las condiciones
óptimas, obteniéndose un rendimiento experimental de extracción de aceite de 151.54%, esto es un error de predicción de 0.0048%; lo que indica un ajuste satisfactorio de la
ecuación con los datos experimentales y sugiere que el modelo optimizado fue adecuado y eficaz.
El porcentaje del rendimiento de aceite fue ajustado con el modelo:
Donde, A es la velocidad de agitación (rpm), B es la concentración de enzima (%) y C es el tamaño de partícula (mm).
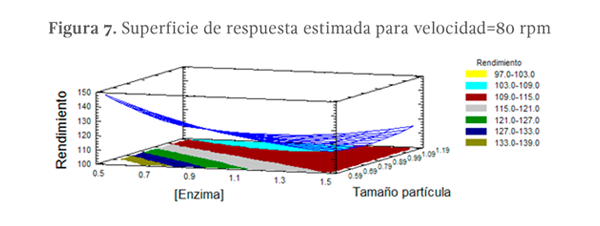
La ecuación del modelo Box-Behnken (Ec. 2), se representa gráficamente en las Figuras 6 y 7. Considerando constante la concentración de enzima (Figura 6), el gráfico de superficie de respuesta muestra que a valores bajos de agitación los rendimientos de extracción son bajos, esto debido a que no se permite la difusión adecuada de la enzima sobre su sustrato; sin embargo, conforme aumenta la velocidad de agitación el rendimiento de aceite es mayor hasta alcanzar una velocidad en la que hay un descenso del rendimiento lo cual es atribuido a que a mayor agitación se permite o favorece la formación de emulsión impidiendo el contacto enzima-sustrato (Sharma et al., 2002). Se observa (Figura 6) un máximo rendimiento de extracción de aceite de 127 a 133% empleando velocidad de agitación en el rango medio y a menor tamaño de partícula. Estos resultados concuerdan con lo reportado por (Ahmadi et al. 2013) que observaron un incremento en la recuperación del aceite al aumentar la velocidad de mezclado de 40 a 80 rpm mientras que se redujo la recuperación al aumentar más de 80 rpm la agitación. Los rendimientos alcanzados pueden ser atribuidos.
Considerando contante la velocidad de agitación (Figura 7), se observa en el gráfico de superficie de respuesta que a la menor concentración de enzima y menor tamaño de partícula, el rendimiento de extracción de aceite se maximizó hasta un 133 a 139%.
![Figura 6. Superficie de respuesta estimada para [Enzima]= 1.0%](https://espacioimasd.unach.mx/articulos/vol.7/num18/acuosa/14.png)
CONCLUSIÓN
La semilla se cacaté es una materia prima recomendable para la extracción de aceite, como producto de interés, Además por su contenido de proteínas la harina podría ser utilizada en la formulación de alimentos destinados a la alimentación humana o animal.
El tratamiento enzimático del endospermo de los frutos de cacaté (Oecopetalum mexicanum) resultó un método eficiente para mejorar los rendimientos de extracción del aceite.
El proceso de estandarización de las condiciones de operación permitió establecer los parámetros que influyen sobre el rendimiento de extracción siendo estos la temperatura, tamaño de partícula, relación sólido:líquido y tipo de enzima. Por otro lado, el diseño experimental Box-Benhken arrojó como condiciones óptimas: velocidad de agitación= 89 rpm, concentración de enzima= 0.5% y tamaño de partícula 0.595 mm con un rendimiento óptimo de aceite de 150.
El modelo tiene un error de predicción del rendimiento de extracción de aceite del 0.0048%, indicando que el modelo predice en un 99.52% la variable de respuesta.
Referencias bibliográficas
Agarwal R.K. and Bosco S.J.D. (2014). Optimization of viscozyme L assisted extraction of coconut milk and virgin coconut oil. Asian Journal of Dairy and Food Research. 33(4):276-284.
Agarwal R.K. and Bosco S.J.D. (2017). Extraction processes of virgin coconut oil. MOJ Food Processing and Technology. 4(2):00087.
Ahmadi M., Zahedi G. Karimi F. (2013). Application of the response surface methodology for the optimization of the aqueous enzymatic extraction of Pistacia Khinjuk oil. Journal of Food Biosciences and Technology. 3:1-10.
Amante E.R., Rovaris A.A., Odebrecht C.D., Pedroso I.D.C., Cirra R.M.S., de Francisco A., Petkowicz C.L.O. (2012). Chemical composition of solid waste and effect of enzymatic oil extraction on the microstructure of soybean (Glycine max). Industrial Crops and Products 36: 405-414.
AOAC. (1990). Official Methods of Analysis of the Association of Official Analytical Chemists. 14th Ed.
Badr F.H., Sitohy M.Z. (1992). Optimizing conditions for enzymatic extraction of sunflower oil. Grasas y Aceites. 43(5):281-283.
Ballinas E.J., Selvas M.A., García A., Caballero A. (2009). Valor nutricio del aceite de cacaté Oecopetalum mexicanum. Revista Chilena de Nutrición. 36(1):305-309.
Belén C.D.R., Álvarez F.J., Alemán R. (2001). Caracterización fisicoquímica de una harina obtenida del mesocarpio del fruto de la palma coroba (Jessenia polycarpa Karst). Revista de la Facultad de Agronomía. 18:290-297.
Belén-Camacho D.R., López I., García D., González M., Moreno-Álvarez M.J., Medina C. (2005). Evaluación fisicoquímica de la semilla y del aceite de corozo (Acrocomia aculeata Jacq.). Grasas y Aceites. 56(4):311-316.
Centurión H.D., Espinoza M.J., Cázares C.J.G. (2000). Catálogo de plantas de uso alimentario tradicional en la región sierra del estado de Tabasco. Fundación Produce Tabasco- ISPROTAB, México. pp. 1, 15, 23, 25, 26.
Compaoré W.R., Nikièma P.A., Bassolé H.I.N., Savadogo A., Mouecoucou J., Hounhouigan D.J., Traoré S.A. (2011). Chemical composition and antioxidative properties of seeds of Moringa oleifera and pulps of Parkia biglobosa and Adansonia digitata commonly used in food fortification in Burkina Faso. Current Research Journal of Biological Sciences. 3(1):64-72.
Cruz V.C.A. (2004). Valor nutritivo de alimentos no convencionales del Municipio de Ocozocoautla de Espinosa, Chiapas. Tesis de Licenciatura de Nutrición. UNICACH. p. 28, 54, 60, 68-69.
De Moura J.M.L.N., Campbell K., Mahfuz A., Jung S., Glatz C.E., Johnson L. (2008). Enzyme-assisted aqueous extraction of oil and protein from soybeans and cream de-emulsification. Journal of American Oil Chemists’ Society. 85:985–995.
Do L.D., Sabatini D.A. (2010). Aqueous extended-surfactant based method for vegetable oil extraction: Proof of concenpt. Journal of the American Oil Chemists´Society. 87(10):1211-1220.
Ghodsvali A., Najafian L. Khodaparast M.H.H., Diosady L.L., (2009). Aqueous extraction of virgin olive oil using industrial enzymes. Food Reseach International. 42(1):171-175.
Grasso F., Maroto B., Camusso C. (2006). Pretratamiento enzimático de expandido de soya para la extracción de aceite con solvente. Información Tecnológica. 17(3):41-46.
Guerra E.G., Zúñiga M.E. (2003). Tratamiento enzimático en la extracción de aceite de pipa de uva, Vitis vinífera, por prensado en frío. Grasas y Aceites. 54(1):53-57.
Jiménez M., Hernández B., Luna G., Garcia O., Mendoza M. R., Azuara E., Beristain C.I. (2013). Extraction and characterization of Oecopetalum mexicanum seed oil. Industrial Crops and Products 43: 355-359.
Kapchie V.N., Wei D., Hauck C., Murphy P.A. (2008). Enzyme-assisted aqueous extraction of oleosomes from soybeans (Glycine max). Journal of Agricultural and Food Chemistry. 56:1766-1771.
Kapchie V.N., Towa L.T., Hauck C., Murphy P.A. 2010. Evaluation of enzyme efficiency for soy oleosome isolation and ultrastructural aspects. Food Research International. 43:241-247.
Kumar S.P.J., Prasad S.R., Banerjee R., Agarwal D.K., Kulkarni K.S., Ramesh K.V. (2017). Green solvents and technologies for oil extraction from oilseeds. Chemistry Central Journal. 11:9 1-7.
Latif S., Anwar F. (2008). Quality assessment of Moringa concanensis seed oil extracted through solvent and aqueous-enzymatic techniques. Grasas y Aceites. 59(1):69-75.
Latif S., Anwar F. (2011). Aqueous enzymatic sesame oil and protein extraction. Food Chemistry. 125:679-684.
Lianzhou J., Yang L., Xiaonan S., Shengnan W. (2011). Optimization of the aqueous enzymatic extraction of pine kernel oil by response Surface methodology. Procedia Engineering 15: 4641-4652.
Li H., Song C., Zhou H., Wang N., Cao D. (2011). Optimization of the aqueous enzymatic extraction of wheat germ oil using response surface methodology. Journal of American Oil Chemists’ Society. 88:809-817.
Li J., Zu Y.G., Luo M., Gu Ch.B., Zhao Ch.J., Efferth T., Fu Y.J. (2013). Aqueous enzymatic process assisted by microwave extraction of oil from yellow horn (Xanthoceras sorbifolia Bunge.) seed kernels and its quality evaluation. Food Chemistry. 138: 2152-2158.
Matos C.A., Acuña H.J. (2010). Influencia del tiempo, tamaño de partícula y proporción sólido líquido en la extracción de aceite crudo de la almendra de durazno (Prunus persica). Revista de Investigación en Ciencia y Tecnología de Alimentos. 1(1):1-6.
Mohammad N.E., Kamonwan P., Nuttawan Y., Jarupan K. (2015). Enhanced oil extraction from palm fruit mesocarp using technical enzymes. International Journal of Advances in Science Engineering and Technology. 3(1):42-45.
Mojtaba A., Fardin K. (2013). Optimization of enzymatic extraction of oil from Pistacia khinjuk seeds by using central composite design. Food Science and Technology 1: 37-43
Montgomery D.C. (2001). Desing and analysis of experiment. (5th Edition). John Wiley and Sons, INC.
Rathi C.L., Pradhan S., Javvadi S. and Wani, A. (2012). An enzyme composition and process for extracting oil from palm oil fruits. WO2012011130 A3.
Rong J., Wu C., Xiao Y., Lin W., Li J., Zhang S., Zhu J. (2017). Aqueous enzymatic process for cell wall degradation and lipid extraction from Nannochloropsis sp. Bioresource Technology 223: 312-316.
SAGARPA. (2007). Boletín bimestral publicado por el Comité Nacional Sistema Producto Oleaginosas. p. 20
Sant’Anna B.P.M., Freitas S.P., Coelho M.A.Z. (2003). Enzymatic aqueous technology for simultaneous coconut protein and oil extraction. Grasas y Aceites. 54(1):77-80.
Sharma A., Khare S.K., Gupta M.N. (2002). Enzyme-assisted aqueous extraction of peanut oil. Journal of American Oil Chemist’s Society. 79:215-218.
Silvamany H. and Jahim J.M. (2015). Enhancement of palm oil extraction using cell Wall degrading enzyme formulation. Malaysian Journal of Analytical Sciences. 19(1):77-87.
Solís-Fuentes, J.A., Tapia-Santos, M., Durán-de-Bazúa, M.C. (2001). Aceite de almendra de zapote mamey, un análisis de rendimientos y condiciones de extracción. Información Tecnológica. 12(6):23-28.
Soto, C., Concha J., Zuñiga M.E. (2008). Antioxidant content of oil and defatted meal obtained from borage seeds by an enzymatic-aided cold pressing process. Process Biochemistry. 43:696-699.
Spök A. (2006). Safety regulations of food enzymes. Food Technology and Biotechnology. 44(2):197-209.
Taha F.S., Hassanein M.M. 2007. Pretreatment of cottonseed flakes with proteases and an amylase for higher oil yields. Journal of the Science of Food and Agriculture. 58(3):297-306.
Teixeira C.B., Macedo G.A., Macedo J.A., Da Silva L.H.M. Rodrigues A.M. (2013). Simultaneous extraction of oil and antioxidant compounds from oil palm fruit (Elaeis guineensis) by an aqueous enzymatic process. Bioresource Technology. 129:575-581.
Yingyao W., Zhang W., Shangwei C., Fei H. (2008). Aqueous enzymatic extraction of oil and protein hydrolysates from peanut. Food Science and Technology Research 14: 533-540.
Zhang S., Zu Y.G., Fu Y.J., Luo M., Liu W., Li J., Efferth T. (2010). Supercritical carbon dioxide extraction of seed oil from yellow horn (Xanthoceras sorbifolia Bunge.) and its anti-oxidant activity. Bioresource Technology, 101(7): 2537–2544.